- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Зашто је системски притисак нормалан, али потисак цилиндра недовољан?
Увођење
Током радахидраулички систем, оператори се често сусрећу са збуњујућим проблемом: манометар показује да је притисак система нормалан, алихидраулични цилиндарне може се довољно снаћи. Ова грешка не само да утиче само на ефикасност производње, али такође може сакрити већу опрему скривене опасности. Овај чланак ће анализирати узрок ове појаве из професионалне перспективе и пружити систематско решење.
1.
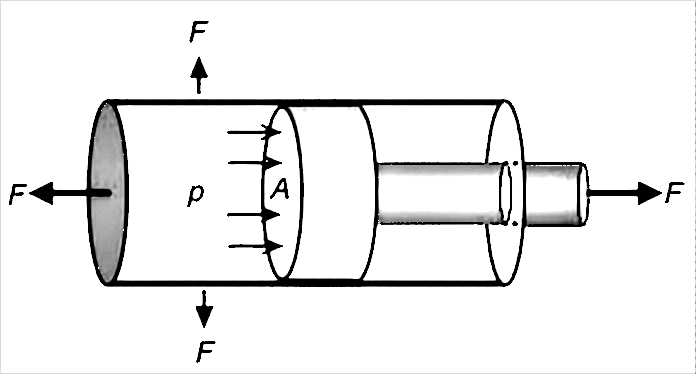
Потисак = притисак × ефикасно радно подручје
Стога нормалан притисак система не може гарантовати да ће цилиндар створити довољан излазни потисак.
2 Анализа главних узрока
(1) унутрашње цурење хидрауличког система
Л Унутра цурење цилиндра:
Ношење или оштећење пиштољског печата проузроковаће да се комора високог притиска процури у комору ниског притиска, смањујући ефикасан радни притисак. Огреботине или хабање на унутрашњем зиду цилиндра преко дозвољеног опсега такође ће проузроковати унутрашње цурење. Поред тога, прекомерно одобрење између клипа и цилиндра такође ће проузроковати проблеме о цури. Поред огреботина цилиндра, лагано савијање клипног штапа такође може изазвати ексцентрично трошење клипа, убрзавања оштећења бртве и унутрашње цурење.
Л Унутра цурење групе вентила:
Ношење језгре вентила за преокрет узрокује унутрашње цурење да пређе дозвољену вредност. Хидраулично закључавање или заптивање вентила баланса није чврсто, што ће проузроковати неуспех под притиском. Вриједност подешавања вентила за преоптерећење је прениска или неуспех бртве такође може изазвати губитак притиска.
(2) ненормално механичко отпорност
Одступање коаксијалности цилиндра премашује дозвољени распон који ће повећати отпор покрета. Прекометање водилице или клизача и лоше подмазивање повећаће коефицијент трења. Механичко уплитање или лепљење актуатора такође ће конзумирати ефикасан потисак.
(3) Грешка мерења притиска
Неправилни избор тачке детекције притиска не може заиста да одражава радни притисак. Неправилно подешавање регулационог вентила за регулацију удаљеног притиска или вентила за смањење притиска проузроковаће се стварни радни притисак нижи од приказане вредности. Недовољан или оштећен манометар притиска такође ће изазвати грешку читања.
(4) Неуспјех система за бртвљење
Неправилни избор заптивача и неусклађивање са радним медијумом или уснимцима рада скратиће радни век. Неправилна уградња заптивача или почетне штете довешће до раног неуспеха. Контаминација уља које прелази ниво НС-а 9 убрзаће хабање бртве.
(5) Прекомерни притисак повратног уља
Зачепљени филтер за повратни уље ће повећати повратни отпор нафте. Недовољан пречник рендтон линије за повратни уље или превише лактова ће произвести ефекат усака. Недовољан капацитет протока вентила за преокрет такође ће изазвати повећан притисак назад.
3. Систематски процес решавања проблема (1) Провера притиска
Инсталирајте калибрирани манометар под притиском директно на улаз уља цилиндра за мерење стварног радног притиска. Упоредите разлику између притиска система и радног притиска. У нормалним околностима, разлика не сме бити већа од 0,5 МПа.
(2) Откривање цурења
Извршите тест притиска: Померите цилиндар до краја можданог удара, одржавајте називни притисак 5 минута и снимите пад притиска. Нормални пад притиска система не сме прелазити 10% од називне вредности.
(3) механичка инспекција
Користите инструмент ласерског поравнања да бисте проверили коаксијалност инсталације цилиндра. Одступање треба да се контролише у року од 0,05 мм / м. Ручно тестирајте отпорност покрета покрета покрета. Ненормални отпор често указује на механички проблем.
(4) Откривање печата
Растављати и провјерите интегритет печата и мерите да ли је величина заптивача утора испуњава стандард. Користите детектор величине честица да бисте анализирали контаминацију уља како би се осигурало да задовољава стандард НАС нивоа 9 или више.
(5) Откривање повратног уља
Инсталирајте манометар за повратну нафтну линију за мерење вредности задњег притиска, која обично треба да буде нижа од 0,3МПА. Проверите индикацију притиска филтра и замените блокирани филтерски елемент у време.
Резиме
Гриба "нормалног притиска система, али недовољни потисник цилиндра" у основи је проблем у ефективном преносу притиска или ефикасног претворбе потиска. Процес алата за решавање проблема је попут детективског решавања, а потребно је пратити научни логички ланац:
(1) Први принцип: Поверење података, а не интуиција. Директно мерењем притиска на порт цилиндра, добија се стварни радни притисак. Ово је једини златни стандард који треба разликовати "недовољан притисак" од "неуспеха подвргавања".
(2) Основна идеја: од једноставних до сложених, споља у унутрашњост. Приоритете спољној механичкој отпорности и проблемима инсталације, а затим спроведу сложени хидраулички систем унутрашње откривање цурења, што може достићи двоструко резултирати резултатима са половином напора.
(3) Начин кључа: Тест верификације притиска и притиска. Ова два корака су најизражајнији и најсвечанија средства за дијагностицирање хидрауличких грешака, тачно прецизирање да ли је грешка у блоку вентила, цилиндра или актуатора.
Укратко, за ову врсту грешке, следите процес решавања у три корака: "Провјерите стварни притисак → Проверите механичку отпорност → тест за цурење система." Ова систематска дијагноза не само да осигурава брзо наставак производње, већ и у основи елиминише опасности опреме, обезбеђујући стабилан и ефикасан рад хидрауличког система.



